Operator Assisted Automation
Automated production lines and cells often have stations that require operator interfacing with the equipment. Typically this is due to the extreme costs that are associated with manual loading of parts into a machine. Parts may be too large or unwieldy, too difficult to unload from a pallet or too expensive and complex to transfer automatically from cell to cell.
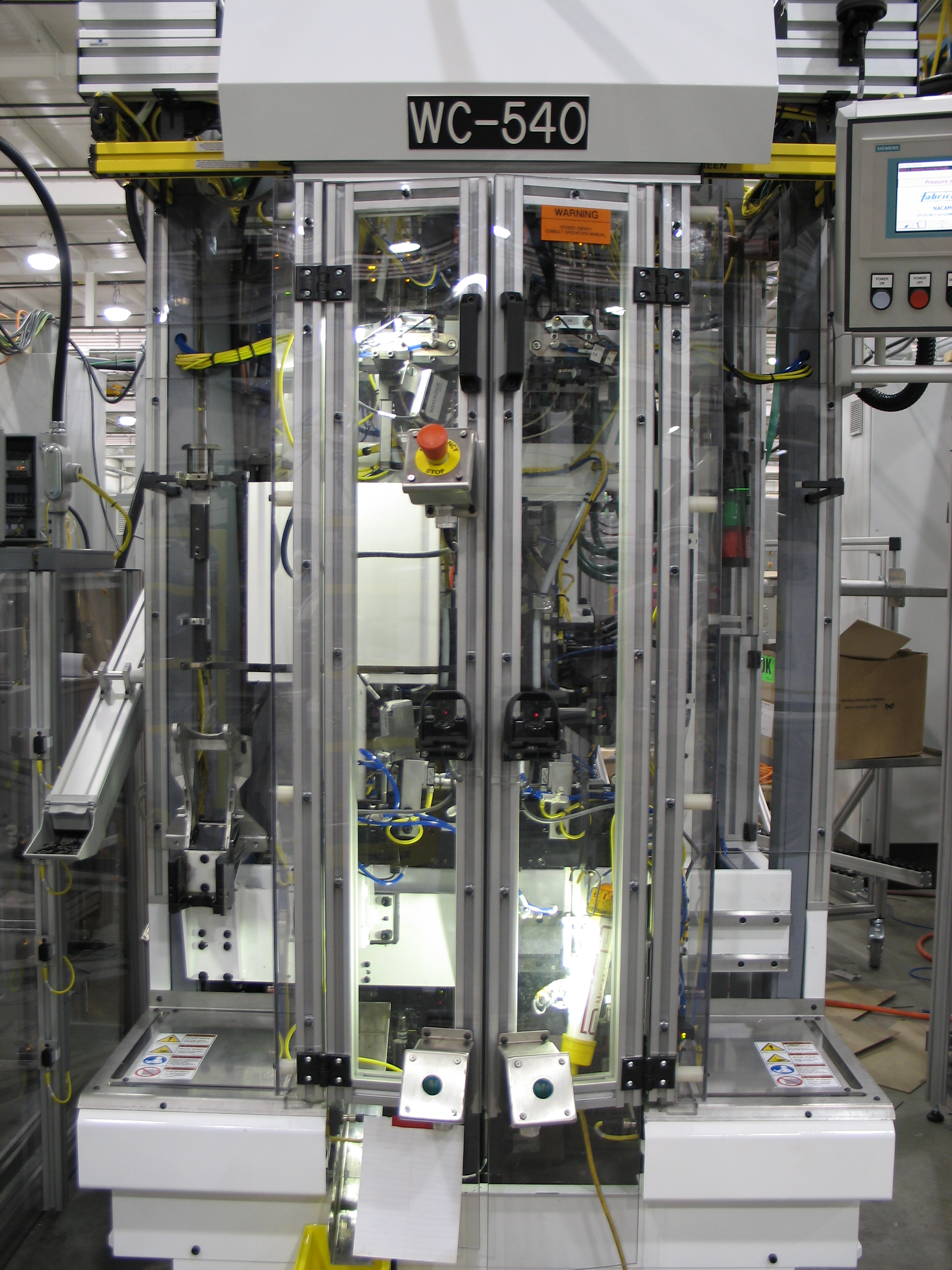
In some cases the only operator activity required is to load and unload the station; that is the case in the picture above. This workcell has fifteen different stations similar to this one. In most cases operator responsibility is limited to material handling as parts are passed from station to station. They also deal with machine malfunctions and replenishment of consumables like clips and screws. Most inspections are handled within the machine itself by monitoring screw torques, using machine vision and discrete or analog sensors to monitor actuator positions.
The operator is still responsible for ensuring overall quality of the product as it is passed to the next station. If a part fails a step within the machine it is dropped down a reject chute which is monitored by sensors. Of course there is no way to tell whether the sensor is flagged by something other than the part (like a rag…) but overall every precaution is taken to ensure that a bad part cannot be passed down the line. Barcodes are placed on many of the components and not allowed to proceed if the database says that a part failed at a previous station. From a poka-yoke perspective this system was fairly difficult to fool.
Safety is of primary importance in any automation application, especially when an operator must interface with moving parts of the machine. Note that in the above picture there are physical doors on the machine. This prevents movement of actuators when the doors are open. In some cases light curtains may be substituted for the doors, but they tend to cost more though assembly time is generally reduced.
This particular project was highly automated though many operators were required. Screw and clip insertion is all automated by using vibratory bowls and robots. Small parts such as bearings are also fed automatically from systems at the back of the machine. Without using automated material handling and assembly techniques such as this the machinery would have required much more space and more operators and run at a lower throughput.
When designing a system such as this many decisions have to be made with ROI (Return On Investment) in mind. Is it more feasible to use a human operator for an application or to automate the process? Variables like speed of the operation, cost of labor and safety impact can all have a bearing on design decisions.

Electrical Engineer and business owner from the Nashville, Tennessee area. I also play music, Chess and Go.
Light curtains are cool technology, but my preference is for safety-solenoid locked doors; the doors are locked when a dangerous operation is in progress, and are unlocked when access is safe. These eliminate any problems with stopping operations in time, restarting, etc.
However, light curtains can make some manual operations a lot easier (since the operator can skip opening and closing the door). Note that to be safe, the light curtain needs to be fairly far from any potentially dangerous operations so that there is enough time between the breaking of the light curtain and when a dangerous area could be reached that motion can stop.
BTW, I still enjoy your posts and am glad to see you’re still writing – as always, best wishes for your book!