Automation Direct (Koyo) PLCs
This post is a continuation of a series I started a couple of weeks ago on PLC platforms. So far I have covered Allen-Bradley and Siemens, this week I am going to discuss the Automation Direct and Koyo platform.
Koyo is a Japanese electronics manufacturer established in 1959. In the 1960s they developed industrial products such as sensors, timers and counters. By 1971 they had developed a step sequencer used for simple automated processes. In 1978 Koyo created in innovative stage-type programming method that they incorporated into their Kostac-SA programmer/controller. By 1982 they were one of the early entries into the PLC market with their SA/SR-20 and SA/SR-400 PLC platforms. GE licensed the SR-20 in 1983 as an OEM product and named it the GE Series One. Texas Instruments later licensed the Koyo SR-21 in 1989 as the Series 305. This was acquired by Siemens in 1991 and renamed the Simatic TI 305.
In 1994 Koyo created a mail-order PLC sales company in Atlanta, Georgia called “PLC Direct by Koyo”. The company was renamed Automation Direct by founder Tim Hohmann and they quickly added a wide variety of other products. Unlike Allen-Bradley and Siemens, Automation Direct does not sell products through distributors, instead relying on the internet and phone or mail-order.
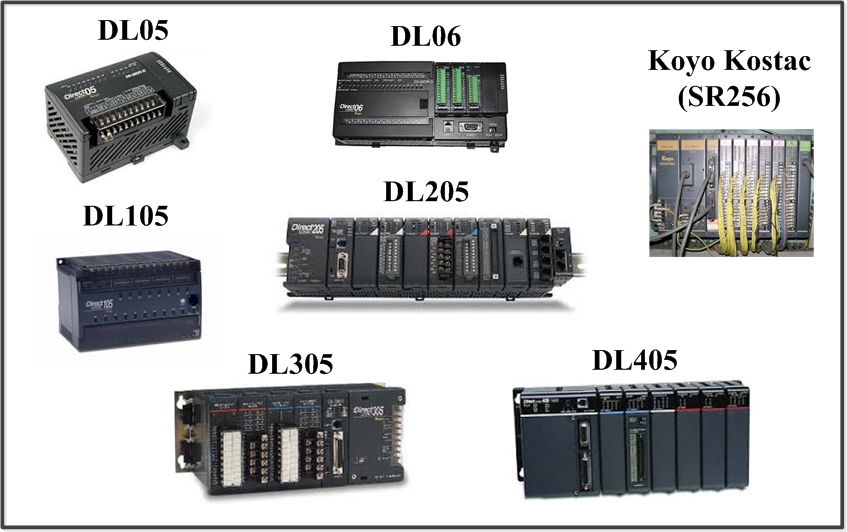
The 305 series platform still exists and is supported by Automation Direct’s DirectSoft programming software. In addition they have added smaller modular “brick” style PLCs, midrange rack mounted systems, and the larger, more powerful DL405 system.
The DL05 and DL105 are the smaller self-contained or “micro” products. They come in a variety of I/O configurations with digital, analog and high-speed options. Communications options include serial, Ethernet and DeviceNet. The DL06 is also modular, but allows small special-purpose cards to be mounted in slots within the base. In addition a small LCD text interface module can be placed on the front of the PLC for diagnostics and changing setpoints.
The DL205 is a powerful small rack-based system with a wide variety of I/O, communication and special purpose modules. Up to 16,384 I/O points can be controlled on this platform that measures only a bit over 4 inches in height. In addition to the original family of 200 series processors, a new “”Do-More” processor was recently released that incorporates more features and leverages the newer DirectSoft 5 programming software.
The DL305 Series is the legacy platform and only supports 368 I/O points. There were over 3 million of these systems purchased from the various licensors of the platform (GE, TI and Siemens) so Koyo has maintained the product.
The DL405 series is a larger rack system similar in size to the Allen-Bradley SLC and the Siemens 300 series. Like the DL205, it supports up to 16,384 I/O. I was fortunate enough to be able to work with this legacy platform when I owned my machine-building and integration company from 1996-2006. My company was in Knoxville, Tennessee and one of the local automotive manufacturers was TRW Koyo. Since they were a Koyo plant they had a large installed base of Koyo PLCs, including the old Kostac and 405 series. I did several projects for them and learned quite a bit.

Above are shown two new offerings from Automation Direct. I don’t have experience with either of these platforms, so I can’t speak first hand, but as with all other Automation Direct offerings I am sure they provide a lot of “bang for your buck”.
The “Click” series is a low cost modular system that connects modules from the end like a Siemens 300 or A-B CompactLogix. CPUs come with 8 In/6 Out Discrete I/O or optional digital/analog combinations. Additional discrete and analog I/O cards can be added for up to 142 I/O points. Communication ports are built in, 2 on the digital CPU and 3 on the analog version. These ports support various serial protocols including RS232, Modbus RTU and RS485. Amazingly, the software is a free download, though the ladder instruction set is limited.
The Productivity 3000 series has expanded communication options and a capability of supporting up to 59,840 I/O. This is Koyo’s offering in the Programmable Automation Controller (PAC) family, though multiple CPUs are not allowed in the same rack. Like the A-B ControlLogix and Siemens S400 families, modules are hot-swappable and there is an active backplane. Tag based programming is supported as is distributed I/O. CPUs have either five or seven communication ports including serial, Ethernet and USB. Online editing is also supported. The tag database and even ladder documentation are stored in the CPU. The ProductivitySuite programming software is also listed as free, though I’m sure this requires purchase of hardware to operate.
USB data logging and auto-discovery of hardware are additional features listed on the website. Task management similar to that of the Allen-Bradley platform also appears to be part of the software.
Programming Software: The DirectSoft family of software is used for programming of the DL (DirectLogic) family of PLCs. In addition to RLL (Relay Ladder Logic), Koyo’s Stage programming is also supported. This is a similar technique to SFC, or Sequential Function Charts, with a few differences.
Like the Siemens platforms, great care must be taken with data types. Koyo’s addressing is octal, while memory contents may be in decimal (BCD) or hexadecimal format. This requires conversion of values from K (decimal) to hex numbers and vice-versa.
Timers and counters are similar to those of other platforms. Timers are addressed in the T1, T2 etc. form while counters are CT1, CT2… Setpoints are in decimal form, entered as K100 for a 10 second timer or K5 for a counter value.
Memory in the Koyo platform is known as “V-memory”. Even discrete I/O addresses can be found in this area in some of the high registers; for example in a DL230 input registers are located from V40400-V40407 and outputs are in the V40500-V40507 word range. Input addresses are designated as X and outputs as Y. Keeping in mind that all addressing is octal, this places X0-X177 (128 points) in the input range and Y0-Y177 (also 128 points) in the output range. Larger processors use more addresses in the same range.
Discrete program bits are known as control relays and designated as C bits. Again, numbering is octal; bits are referenced as C0, C1…C1777 for a total of 1024 memory bits. These are mapped into V40600-40677 for the DL250, different processors again have different sized memory blocks available. Timer current values and status bits are similarly mapped into V-memory but accessible by simply entering the timer number. Data words are directly entered in the ranges of V1400-V7377 and V10000-V17777 for the DL250. Even the stages used in programming, S0-S1777, are mapped into V41000-V41077. System parameters and special relays are similarly mapped; this is exactly the opposite of the Siemens DB registers which use a dynamic structure; in Koyo, everything is static.
Math instructions use the stack concept, where a number or numbers are loaded onto the stack and then an operation is performed on them and output to a memory location. This is much like statement list programming in Siemens Step7. Programs can be organized into subroutines (SBR), called by GOTO instructions, but Stage programming is often used for sequential operations, Stages are similar to subroutines except that stages automatically deactivate when a new stage is called. This is useful when programming from a transition diagram or flow chart.
Automation Direct products are MUCH less expensive than the previous two families I have discussed, Allen-Bradley and Siemens. For most applications, Koyo PLCs can do the same task for less money. Software is not quite as intuitive as A-B and probably not as powerful as Siemens for development, however the perception that the product is low quality is simply not true. I have installed a number of Koyo based systems since the mid-1990s and have seen very few hardware issues when properly integrated. Though there is no onsite help available, the phone support and documentation is excellent. For plants that don’t have a rigid standard for PLCs, I often recommended Automation Direct for straightforward automation.
After the ControlLogix platform came out I found development to be the easiest and fastest on the Allen-Bradley, but the cost for a standard control package is easily 4 or 5 times that of a Koyo platform. The software is also much less expensive for Koyo, even free for some PLCs. There are limitations on the DL series when it comes to integrated servo control and distributed I/O, but from what I can see of the Productivity 3000 “PAC” it seems to have gone a long way toward catching up. The software also looks quite good with tag-based programming and USB data logging.
I have followed a number of discussions on Linked In and other PLC forums discussing the relative merits of the different PLC manufacturers. Many people have said stick to the big brands if doing serious machine building and integration. I am usually at the mercy of whatever a customer specifies, so I do a lot of A-B and Siemens work. I can say however that if I was building a new plant, I would have no problem specifying Automation Direct/Koyo PLCs.

Electrical Engineer and business owner from the Nashville, Tennessee area. I also play music, Chess and Go.
Thank you for sharing such vital information with us. The article will help us to understand more clearly the functionality of processors & censers. Good to know how Koyo PLCs can do the same task for less money & less time.
Thanks best wishes.
Any discussion of ADC PLC’s should definitely include the new Do-More platform. CPU’s compatible with 205 series rack I/O have been available since fall 2012, and a CPU to turn ADC’s Terminator terminal block I/O into a PLC was added recently.
IMO, it’s far superior to the classic Koyo processors, the Clicks, and the Productivity 3000, though it’s enough different that it might justify a separate article.
Very fast, lots of memory, task oriented, tag-name capable but at YOUR option, addressed all the nasty numbering systems inherent to Koyo (octal memory, BCD timers and counters, etc.) BIG leap forward, and very deserving of coverage.
Finally, as you work your way through PLC’s with brand-specific articles, don’t forget Modicon (now part of Schneider Electric). I’m not a Modicon guy personally, but they were there for the birth of the PLC era and to this day hold commanding market share in certain industries (municipal water and waste treatment for example), so it would be a serious oversight to omit them.
I wouldn’t mind covering some of these other brands such as Modicon, but I can really only conscientiously cover brands I have experience with. I use A-B and Siemens extensively in my current role, teaching, programming and consulting. I used Koyo extensively prior to 2006, so I feel qualified to cover them also. Today I am posting a guest article on Panasonic PLCs from Tony on factoryswblog.org who uses them extensively. I have also been offered an article on the Mitsubishi platforms from another blogger, but so far he hasn’t sent a post.
It takes a lot of effort to research a platform I don’t already know and the risk of making a major error is high, so I am hoping some other writers will offer their expertise on these platforms. Modicon, Omron, Mitsubishi and GE are major brands I would love to see covered, while there a host of smaller platforms I would love to get some feedback on including Idec, Keyence, Fuji, ABB and Bosch. Any takers?
Additionally I have been invited to visit the Automation Direct facility in Atlanta next Thursday and plan a post on that trip. Hopefully I will get more insight into the Do-More platform, I will certainly bring it up!
Some tidbits:
Although I haven’t verified this, it looks like the DO-More Software is great for learning, since it’s a free download AND includes a simulator.
Although AD’s Terminator I/O isn’t a good fit for my current projects, I’ve always found it interesting.
I love IDEC’s pushbuttons, but haven’t used their PLC’s (I have looked, but felt Panasonic is a better fit). I suspect most of the Japanese brands (Koyo/AD being an exception) are more popular in Asia and the US West Coast than in the rest of the US.
A nice history of the Koyo -> GE-> Texas Instruments -> Siemens -> PLCDirect -> to today’s Automationdirect PLC lineup.
I would like to clear up one statement that is not technically accurate: “In addition to the original family of 200 series processors, a new “Do-More” processor was recently released that incorporates more features and leverages the newer DirectSoft 5 programming software.”
The Do-more line of PLCs does not use DirectSOFT 5, it has a completely different programming package called Do-more Designer. And while there is some similarity between DirectSOFT and Do-more Designer where it benefits the user, they are completely different programming packages because the PLCs themselves have completely different architectures.
The Do-more Designer programming software is only used for the H2-DM1x CPUs for the DL205 line, and the T1H-DM1x CPUs for the Terminator I/O line. Do-more Designer also includes a Simulator (aka a Virtual Do-more PLC) that can be used to try out the Do-more world for free!
Dear sir
I would like to buy koyo KOSTAC LATELY 2003 if you have it please send to me price for 2 pcs
best regards
khalila shaar
skype : k100shaar
Hi Khalil, hopefully you are aware that the Kostac is obsolete. Automation Direct has a whole line of PLCs that replaced it long ago.