What Is System Integration?

If someone asks me what I do and I answer “System Integration”, sometimes I get a blank stare.
System Integration is defined in Engineering as bringing together the component subsystems into one system and ensuring that the subsystems function together as a single unit.
In Information Technology (IT), system integration is the process of linking together different computing systems and software applications physically or functionally, to act as a coordinated whole.
If you do a web search on system integration, you will find a lot of descriptions and definitions from the IT and business systems perspective, but not so much on the industrial automation side. Since I am currently in Miami working on several projects, I thought I’d describe a small project I am working on here and the strategies that are needed to complete it.
The project consists of adding two encoders to a Top Tier palletizer. While this is not so much integrating full new subsystems together, there are various separate systems involved.
First, an integrator would need to know how a palletizer works, and how the current positional information that moves the axes involved is generated. In other words, analysis of the existing coordinate system.
In this case, the axes use a sensor to count holes in a piece of metal. This information could be obtained by observing the palletizer operate, reading the operations manual that came with it, or looking through the PLC program.
Next, an integrator would need to understand how an encoder works and what other equipment is required to add it to the system. Encoders need a high-speed counter to operate, and of course the card needs to be of the same brand as the PLC.
The next step is to design the system. In this case there are 2 encoders, 2 couplings, one high speed counter card, several terminal blocks and some resistors. This involves ensuring that the components are compatible and work together, and reading the documentation for mounting, wiring and programming (that’s where the resistors come in for a single -ended encoder).
After that order the components. Depending on the components you need, this is where knowledge of how vendors work can be useful. Some vendors, such as Automation Direct where this particular encoder was ordered from, have excellent documentation and online support but no local representation. This means you can’t just drive down the road and pick one up. Other vendors, such as Allen-Bradley, where the High Speed Counter card comes from, have exclusive distribution within a specific area, so there is nowhere else to go locally except for your particular distributor.
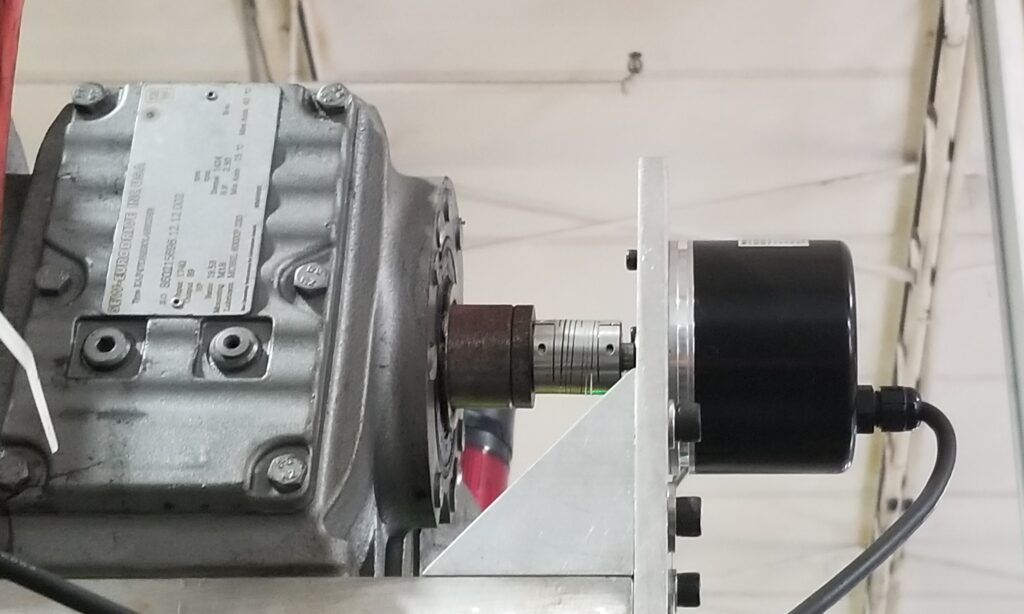
As you can see from the picture of the encoder above, a special mounting plate had to be made to mount the encoder. Someone has to evaluate the existing system, draw the mounting assembly, make it or have it made, then assemble it to the machine. By the way, the first one didn’t line up properly and the coupling broke. The maintenance tech learned something!

After everything has been mounted and wired in, basic testing of the new hardware is done. In this case, it is just determining how many counts are obtained when the axes move up and down and then scaling the counts properly to match the existing hole counting system.
The above picture shows the working area around the machine. It’s not always a glamorous area, it can be noisy or dusty, and you may have to work around the schedule of the equipment or even while it is operating.
As of the writing of this post, the encoders have been mounted and tested, and I have evaluated the existing program. I will be working on the system while its running production, which means I can’t do downloads without taking the machine out of operation.
Here’s the most important lesson of system integration: Never do anything Irreversible! In this case, I am making a software “switch” that can use the old hole-counters until the system has been fully tested and validated. This requires a LOT of extra code, numbers are scaled and moved around extensively in the existing program. The hole-count values need to be saved somewhere else so that the “switch” will work, and the new coordinate system needs to be properly matched and tested with the old one.
******************************************************
This is a TINY example of system integration, most larger examples involve separate machines or computer systems exchanging information. Whole machines or mechanical assemblies may need to be purchased or designed, and projects may take years to complete.
Though most of my focus is usually on the plant floor, I do have to deal with the IT version of system integration also. This particular plant has a large Ignition SCADA system that connects to much of the plant equipment and interfaces with ERP, MES and various databases. Production data is collected and OEE calculated to make things more efficient. This involves more software than hardware, but both are part of the larger system integration picture.
One of the reasons I wrote this particular post today is to illustrate that there are many disciplines involved in becoming an automation professional. You need to know electrical, mechanical and software well, and be able to design and troubleshoot. No one can be an expert at everything, but the more you know, the more effective (and well-paid) you will be.

Electrical Engineer and business owner from the Nashville, Tennessee area. I also play music, Chess and Go.